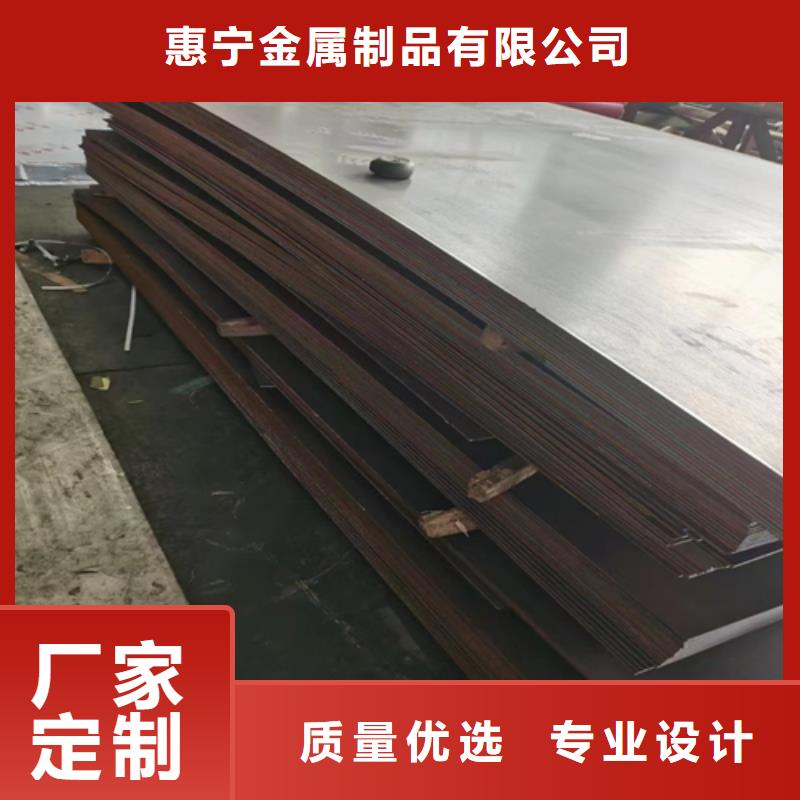
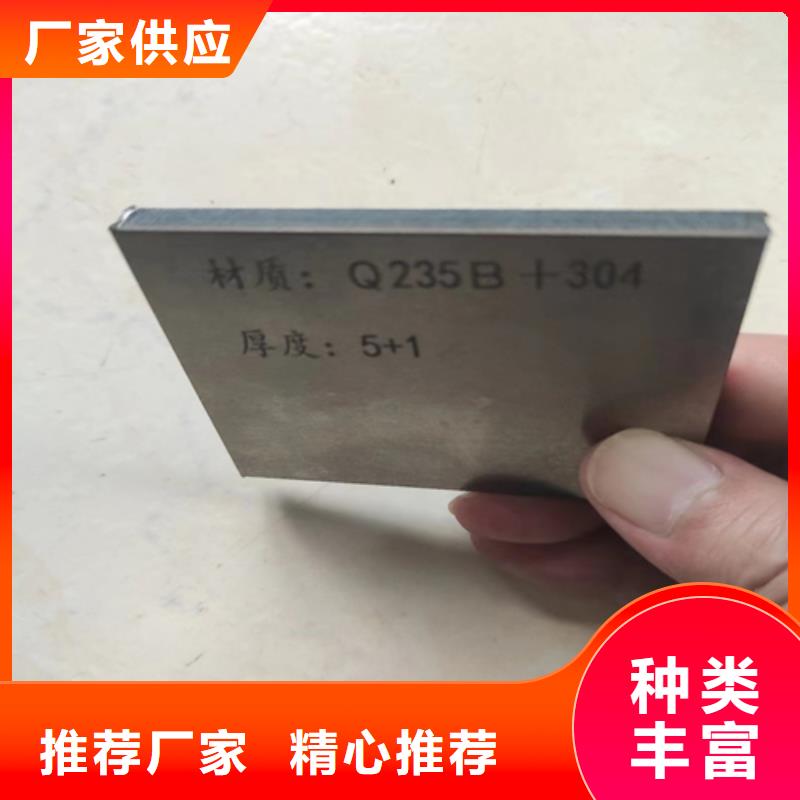
全品类现货(惠宁)能做316L不锈钢复合板的厂家
发布时间:2024-05-20 16:19:57
以下是:全品类现货(惠宁)能做316L不锈钢复合板的厂家的产品参数
| 最小起订 | 3吨 |
|---|
| 质量等级 | A级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 惠宁 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 工业色 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 电议 |
|---|
| 适用领域 | 化工钢模压力容器 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 已认证 |
|---|
| 产品功率 | 国标范围 |
|---|
| 工作温度 | 国标范围 |
|---|
以下是:全品类现货(惠宁)能做316L不锈钢复合板的厂家的图文视频
导读 全品类现货(惠宁)能做316L不锈钢复合板的厂家,内蒙古自治区乌兰察布市惠宁金属制品有限公司为您提供全品类现货(惠宁)能做316L不锈钢复合板的厂家,联系人:李经理,电话:0527-88266222、18151371377,QQ:243000078,请联系内蒙古自治区乌兰察布市惠宁金属制品有限公司,发货地:聊城经济开发区发货到乌兰察布。 内蒙古自治区,乌兰察布市 2003年12月,经国务院批准,乌兰察布盟正式撤盟设市。乌兰察布为蒙古语,意为“红色的山口”,已有6000余年的文明史,是中国古代北方文明的重要发祥地、也是草原丝路和万里茶道的重要节点,孕育出了察哈尔文化和杜尔伯特文化。是“一带一路”和中欧班列唯一的非省会枢纽节点城市,也是国家重点建设的23个物流枢纽载体城市之一。市内有5条高速公路、6条铁路,1座机场,是西北地区向东南出海的必经之地,是连接华北、东北、西北三大经济区的交通枢纽,也是中国通往蒙古、俄罗斯和欧洲的重要通道。境内拥有辉腾锡勒高山草甸草原、杜尔伯特大草原、乌兰哈达火山草原等景点。;被命名为国家卫生城市,入选中国特色农产品优势区名单,还被评为全国双拥模范城(县),并成为文旅康养城市联盟共同发起城市之一。

(3)在装配过程中,严谨在复层上焊接工卡具,工卡具应焊在基层一侧。
(4)复层一侧附件的焊接要符合设计图纸要求,当设计要求复层侧附件焊在基层金属上时,应先将复层部分剥开,采用过渡层焊条将不锈钢托架焊在基层壳体上,焊缝表面采用与焊复层相同的焊条进行焊接。
(三)焊接
1、焊接方法
基层的焊接推荐采用手工电弧焊、埋弧焊及CO2气体保护焊。复层和过渡层的焊接采用钨极氩弧焊和手工电弧焊,也可采用能确保焊接质量的其他焊接方法。
2、焊接程序
焊接宜先焊基层,再焊过渡层,焊复层(如图2-1、2-2所示)。当条件受到限制时,也可先焊复层,再焊过渡层和基层,在这种情况下,如果复合板厚度小于10mm,基层的焊接可直接选用与过渡层相同的焊接材料,如果复合板厚度大于10mm,这时可适当加大过渡层的焊接厚度(过渡层的焊接厚度应大于或等于5mm),碳钢或低合金钢焊接基层。乌兰察布不锈钢复合板



乌兰察布能做316L不锈钢复合板的厂家
总结 全品类现货(惠宁)能做316L不锈钢复合板的厂家,内蒙古自治区乌兰察布市惠宁金属制品有限公司专业从事全品类现货(惠宁)能做316L不锈钢复合板的厂家,联系人:李经理,电话:0527-88266222、18151371377,QQ:243000078,发货地:经济开发区,以下是全品类现货(惠宁)能做316L不锈钢复合板的厂家的详细页面。